
什么是Fdrill富德瑞熱熔鉆?
什么是Fdrill熱熔鉆?
在五金加工的鉆,銑,鏜,沖壓等加工過(guò)程中,多多少少都會(huì)有批鋒和毛刺,并且都是我們想去除的,不想要的部分,越少越好。
不過(guò)在某些工件,就是想盡量多加工出批鋒和毛刺。并且涉及的行業(yè)和范圍還不少,包括五金家具,金屬門窗,五金燈飾,空調(diào)管道,建筑金屬連接架,金屬貨架,帶座軸承架,壓力容器分水孔,金屬管連接,醫(yī)療器材,汽車配件,健身器材,交換系統(tǒng)管道……
在通常情況下,上面列舉的一些行業(yè)管道連接都是直接鉆孔,焊接或攻牙的。但遇到一些特殊要求時(shí),直接鉆孔焊接就不夠堅(jiān)固,焊的密封性也不理想;或者直接鉆孔攻牙時(shí),螺紋牙只有管壁的厚度,牙太短,不夠堅(jiān)固,比如金屬凳子,晃著晃著螺紋牙就壞了。
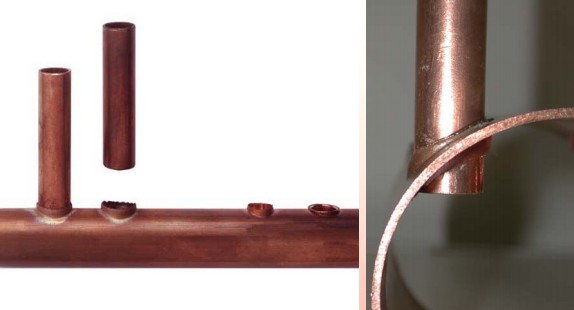
上面的問(wèn)題,改變一下加工工具就能解決。直接鉆孔會(huì)鉆出廢料,但是把鉆頭換成Fdrill熱熔鉆,就能把那部分廢料往上下方向擠出。擠出的廢料就是我們追求的批鋒和毛刺,它可以把本來(lái)只有1mm的壁厚變成2mm甚至3mm。這時(shí)候再攻牙,那牙長(zhǎng)就是原來(lái)的兩三倍了。
Fdrill鎢鋼熱熔鉆加工后的出現(xiàn)的批鋒和毛刺優(yōu)勢(shì),決定了它能在金屬加工的廣泛適用。
Fdrill熱熔鉆,又稱為拉伸鉆頭、流體鉆頭、流鉆、鎢鋼熱熔鉆頭、硬質(zhì)合金熱熔鉆頭、熱鉆等,其實(shí)都是指的同一種鉆頭。Fdrill熱熔鉆是在金屬薄板或管材上一次加工出孔和襯套的無(wú)屑加工技術(shù),替代了在薄壁工件上焊(鉚)接螺母的工藝。熱熔鉆 采用耐磨、耐高溫的硬質(zhì)合金材料制成。當(dāng)熱熔鉆和工件接觸時(shí),高的轉(zhuǎn)速(1000~3500),和適當(dāng)?shù)妮S向推力(進(jìn)給力),使鉆頭和金屬之間發(fā)生劇烈摩擦,熱熔鉆的溫度可達(dá)900度,加工點(diǎn)位瞬間達(dá)到攝氏650°~ 750°的溫度。鉆頭附近區(qū)域的金屬迅速軟化,繼續(xù)施加軸向壓力,快速在工件上、下表面擠壓出約是初始板材3倍厚度的凸臺(tái)和襯套。整個(gè)過(guò)程只需要2-6秒的時(shí)間。襯套可攻牙后作為螺母應(yīng)用,并且螺紋的牙數(shù)和強(qiáng)度都顯著提高。是焊接螺母的替代物。襯套同樣可作為釬焊、焊接緊固或銅焊的連接口。
經(jīng)過(guò)絲攻擠壓攻絲,使其在薄型材料上制造出高精度、高強(qiáng)度的螺紋,有效解決了薄板材、方管、圓管零部件攻絲的難題,大大提高連接強(qiáng)度;無(wú)需采用點(diǎn)焊筒體、螺母、墊片,簡(jiǎn)化加工工序,而且精度高,從而降低產(chǎn)品報(bào)廢率,節(jié)約了生產(chǎn)成本。
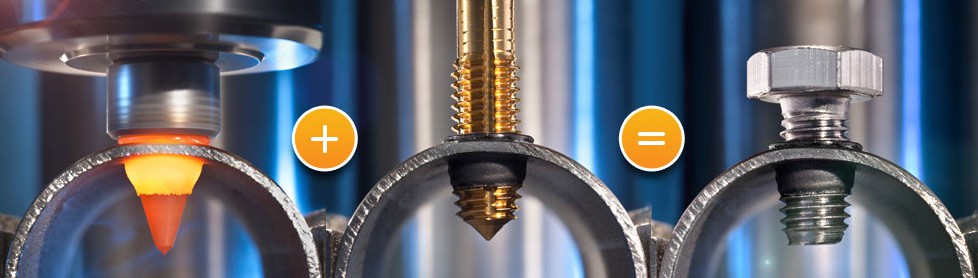
傳統(tǒng)的加工方式采用鉚釘鉚接,強(qiáng)度低;或者用螺母和襯套焊接,工藝繁瑣復(fù)雜且成本高。
而使用熱熔鉆/流體鉆僅兩個(gè)步驟,就能制作出高精度、高強(qiáng)度的螺紋襯套,不但能省時(shí)省力省料省成本,而無(wú)屑無(wú)污染,便于6S管理。
使用Fdrill熱熔鉆/擠壓摩擦鉆是一種高效的新工藝、新技術(shù)。熱熔鉆可安裝在機(jī)械手、氣鉆、手動(dòng)臺(tái)鉆、手槍鉆上。無(wú)須專用設(shè)備,普通的鉆床、銑床或數(shù)控加工中心CNC均可使用。無(wú)屑擠壓熱熔成型鉆頭因其無(wú)屑加工、鉆孔精準(zhǔn)、使用壽命長(zhǎng)的優(yōu)點(diǎn),特別適用于工業(yè)自動(dòng)化生產(chǎn)。
Fdrill熱熔鉆/流鉆用途非常廣泛:主要應(yīng)用于汽車、摩托車、建筑、裝璜、機(jī)床、機(jī)械、電子、電器、家具、水道及造船業(yè)及自動(dòng)化設(shè)備等方面。
由于熱熔鉆原理的獨(dú)特性能,既可對(duì)高速鋼、軸承合金鋼乃至淬火處理后高硬度的工件進(jìn)行鉆孔,又可對(duì)不銹鋼、低碳鋼、銅合金等零部件進(jìn)行加工。