高溫?zé)o屑熱熔鉆孔/擠壓絲錐攻絲技術(shù)原理及其應(yīng)用
高溫?zé)o屑熱熔鉆孔/攻絲技術(shù)原理及其應(yīng)用高溫?zé)o屑擠壓熱熔鉆孔/無(wú)屑擠壓攻絲技術(shù)原理及其應(yīng)用
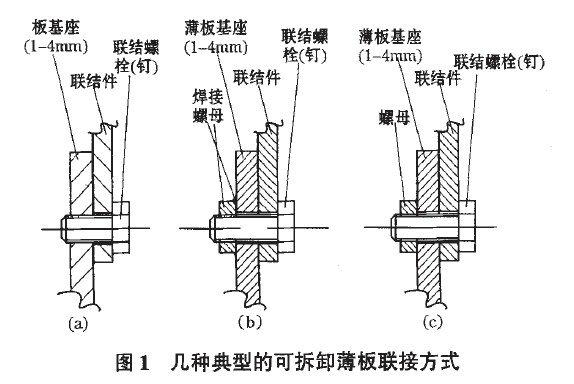
在機(jī)械加工中,常常需要解決薄壁型、板條型或管型工件的相互聯(lián)接問(wèn)題。但是,這些聯(lián)接方式及其相關(guān)技術(shù)存在一定的缺陷或不足。
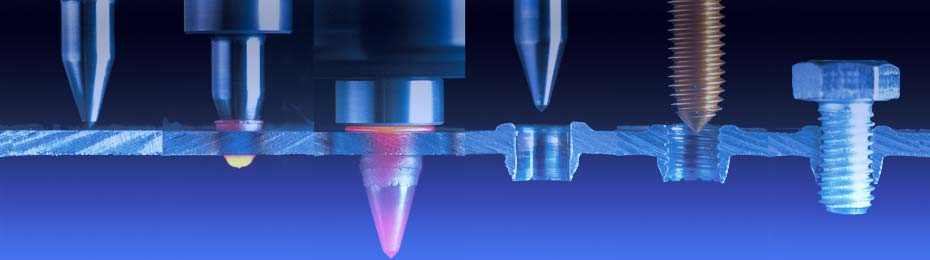
為了實(shí)現(xiàn)簡(jiǎn)便快速、經(jīng)濟(jì)有效的薄壁工件聯(lián)接,F(xiàn)DRILL公司開發(fā)出了一種無(wú)屑鉆孔技術(shù)——熱熔鉆(Fdrill熱熔鉆頭)。它可通過(guò)一次加工,在實(shí)現(xiàn)無(wú)屑鉆孔的同時(shí),利用加工部位的材料形成支承襯套。在該襯套上可采用熱熔絲錐攻制螺紋,形成強(qiáng)度更高的螺紋孔,避免了另外焊(鉚)接聯(lián)接用螺母,從而使傳統(tǒng)的薄壁工件聯(lián)接方式發(fā)生了根本變革。 1熱熔鉆工作原理及加工孔型 (1)Fdrill熱熔鉆工作原理 熱熔鉆采用碳化鎢硬質(zhì)合金材料制造,其端部呈30-60。的錐尖形,錐面上無(wú)切削刃口。當(dāng)熱熔鉆在金屬薄壁工件表面高速回轉(zhuǎn)并被施以向下的軸向壓力時(shí),熱熔鉆的頭部與金屬材料劇烈摩擦,產(chǎn)生高達(dá)650~750℃的高溫,使與錐頂接觸的局部金屬材料升溫變紅并迅速軟化,隨著軸向壓力加大和進(jìn)給加深,端部錐面與金屬材料的接觸面積增大,發(fā)熱進(jìn)一步增加,加工區(qū)溫度繼續(xù)上升而使變紅區(qū)域擴(kuò)大。隨著孔內(nèi)原來(lái)的熔融實(shí)體材料在鉆頭的軸向進(jìn)給和旋轉(zhuǎn)作用下沿徑向和軸向作熱塑性流動(dòng)而形成環(huán)頸和襯套,并快速加工出孔洞,而襯套的形成正是熱熔鉆所需要的加工效果。同理,使用熱熔絲錐可以在加工出的孔中進(jìn)一步攻制螺紋,以達(dá)到增大聯(lián)接長(zhǎng)度、提高聯(lián)接強(qiáng)度的效果。此外,加工出的襯套還可作為軸承支撐座、分叉歧管等用途。
(2)FDRILL熱熔鉆加工孔型 標(biāo)準(zhǔn)熱熔鉆FDRILL可以鉆削或攻螺紋的孔型包括長(zhǎng)型、長(zhǎng)平型、短型和短平型。加工不同孔型時(shí)使用的熱熔鉆頭形狀也有所不同:加工長(zhǎng)型、短型孔的熱熔鉆頭端部是平整的;而加工長(zhǎng)平型、短平型孔的熱熔鉆頭端部有一定的弧度。因此,加工出長(zhǎng)平型、短平型孔的工件表面是平整的;而加工出長(zhǎng)型、短型孔的工件表面則有凸臺(tái)階。
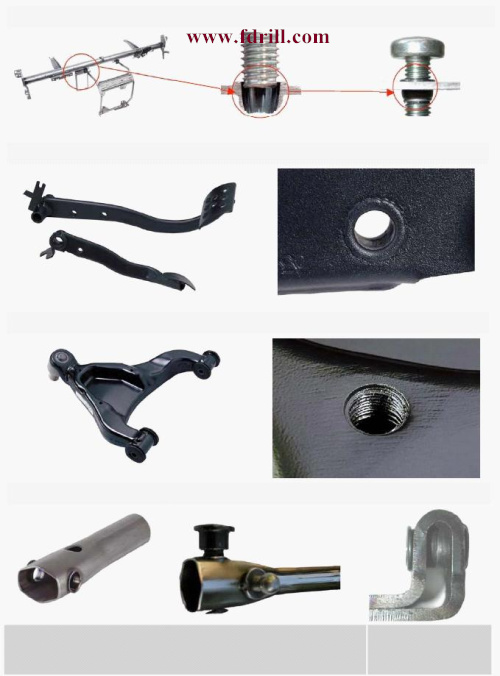
2、FDRILL熱熔鉆的特點(diǎn)與優(yōu)勢(shì): 熱熔鉆孔/攻絲技術(shù)具有如下特點(diǎn)和優(yōu)勢(shì): (1)可使傳統(tǒng)鉆孔/攻絲時(shí)產(chǎn)生的切屑轉(zhuǎn)化為聯(lián)接薄壁工件所需的環(huán)頸(位于工件表面以上)和襯套(位于工件表面以下)結(jié)構(gòu),其總厚度可達(dá)工件原始壁厚的3倍左右。通過(guò)改變工件結(jié)構(gòu)和加工方式,提高了螺紋的成型精度、拉伸強(qiáng)度、聯(lián)接扭矩值和穩(wěn)定性。 (2)加工表面因熱熔鉆頭部與金屬材料劇烈摩擦產(chǎn)生高溫,然后在空氣中冷卻而獲得正火處理效果,使孔的表層硬度及防銹、耐腐蝕性能得以提高 (3)熱熔鉆加工速度快,循環(huán)時(shí)間短。根據(jù)材料厚度及孔徑大小的不同,加工1個(gè)孔僅需2—6秒鐘,大大提高了生產(chǎn)效率。 (4)熱熔鉆實(shí)現(xiàn)了無(wú)屑加工,無(wú)需處理切屑等廢料,簡(jiǎn)化了工序,提高了材料利用率。 (5)熱熔鉆頭結(jié)構(gòu)簡(jiǎn)單,易于制備和維護(hù),刀具壽命較長(zhǎng)。熱熔鉆頭圓柱面磨損小,錐面磨損不影響加工孔側(cè)面的成形,無(wú)需刃磨刀具。 (6)熱熔鉆可在標(biāo)準(zhǔn)鉆床或數(shù)控鉆床上進(jìn)行加工(加工功率水平1.5~3.5kW,主軸轉(zhuǎn)速1000~3500);鉆頭夾持采用套筒夾頭,刀柄采用莫氏錐柄或直圓柱柄。無(wú)需額外增加專用設(shè)備和配件。 (7)熱熔鉆加工可優(yōu)化、簡(jiǎn)化和改進(jìn)產(chǎn)品結(jié)構(gòu)設(shè)計(jì)和工藝路線,有利于后續(xù)裝配加工。 4熱熔鉆的應(yīng)用范圍 (1)工件材料 熱熔鉆技術(shù)適用于加工壁厚O.5~12.5mm的多種金屬材料,如低碳鋼、不銹鋼、鈦、鋁、銅、紫銅、黃銅(Zn含量低于40%)、鋁合金(si含量低于0.5%)等 (2)應(yīng)用領(lǐng)域 熱熔鉆可廣泛應(yīng)用于機(jī)械、汽車、航空航天、家用電器、自行車、金屬建筑、金屬家具、中央空調(diào)、照明等行業(yè),可加工各種標(biāo)準(zhǔn)螺紋、公制螺紋和NPT螺紋。
(3)FDRILL熱熔鉆的加工參數(shù) 目前已獲得有效應(yīng)用的熱熔鉆頭/擠壓絲錐加工參數(shù)見表1。 表1熱熔鉆頭/絲錐的加工參數(shù) 螺紋 熱熔鉆直徑 轉(zhuǎn)數(shù) 馬達(dá)功率 加工時(shí)間 攻絲轉(zhuǎn)速 尺寸 (mm) (r/min) (kW) (s) (r/而n) M2 1.8 3200 O.5 2 1600 M3 2.7 3000 0.6 2 1350 M4 3.7 2600 O.7 2 1000 M5 4.5 2500 0.8 2 800 M6 5.3 2400 1.0 2 650 M8 7.3 2200 1.3 2 500 MlO 9.2 2000 1.5 3 400 M12 10,9 1800 1.7 3 330 M16 14.8 1400 2.2 4 350 M20 18.7 1200 2.7 5 200 株洲市熱熔鉆廠家專注于熱熔鉆/熱熔鉆頭/熱熔膏/散熱刀柄/擠壓絲錐的生產(chǎn)和銷售,絕大部分熱鉆頭都備用現(xiàn)貨,歡迎您的來(lái)電,期待與您合作!0731-22960026 |