
東莞廣州深圳熱熔鉆工藝生產廠家-株洲熱鉆Fdrill富德瑞熱熔鉆頭
東莞廣州深圳熱熔鉆工藝生產商-株洲熱鉆Fdrill富德瑞熱熔鉆頭,株洲熱鉆公司有十來年生產熱熔鉆頭的歷史,技術水平高,熱熔鉆產品質量過硬,出口到歐美多國。想了解熱熔鉆技術就找株洲熱鉆公司。
很多客戶在使用熱熔鉆的時候遇到一些問題都不知如何解決,今天就關于熱熔鉆的一些常見問題做了一下總結,發現了17個,希望對大家有所幫助。
一、熱熔鉆適用于哪些材料?
鋼、不銹鋼、銅
黃銅,ZN含量低于40%
鋁合金,SI硅含量低于0.5%
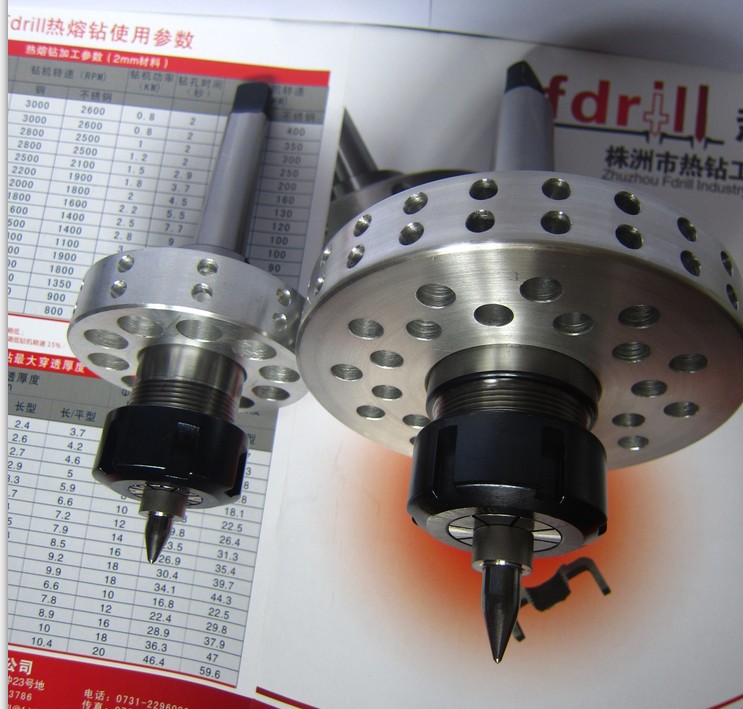
若加工M8,2毫米厚的工件,采用銳屹RUIYI熱熔鉆攻一體機加工,建議設備參數調至如下:
主軸轉速:2500RPM
主軸功率:1.5KW
熱熔鉆廠家
二、熱熔鉆頭的使用壽命如何?
普通碳鋼:8000 - 10000 個孔。不銹鋼:3000 - 5000 個孔。但要考慮以下影響因素:
1.熱熔鉆直徑和鉆頭長度
2.材料厚度和類型
3.潤滑
4.產生的溫度
5.震動
6.轉速
7.機床和主軸的狀態
8.進給速度
9.正確的使用操作
10.環境條件
三、使用熱熔鉆頭,需要特殊鉆床設備嗎?
不需要。熱熔鉆頭不僅可以與普通鉆床配套使用,而且,只要達到合適的轉速和功率的CNC加工中心、銑床、動力頭等,均可以與熱熔鉆頭配套使用。如果您現有鉆床達不到合適的加工參數,株洲市華億工具制造有限公司也可以為您推薦相應鉆床。
熱熔鉆廠家
四、必須使用熱熔膏嗎?
是的,熱熔膏(熱熔鉆專用散熱膏、鉆孔油)可以有效保護刀具和設備,防止金屬黏在熱熔鉆頭上同時給熱熔鉆降溫。涂抹量根據材料的不同類型和厚度來定。涂太多可能使熱熔鉆頭降溫太多,影響成型孔和凸臺的質量。
普通碳鋼每鉆5—10個孔,需加少許熱熔膏于熱熔鉆頭上。注意:不銹鋼工件,每鉆一個孔,需添加熱熔膏。
五、熱熔鉆頭可用手電鉆來操作嗎?
不建議。如上所述,使用熱熔鉆需要達到最低的轉速和功率要求,而且需要很大的軸向壓力帶動金屬塑性成形,而手電鉆的穩定性和軸向壓力達不到加工要求。但在小孔徑薄壁工件上可以進行間斷性操作,最大孔徑小于M6,厚度小于1.5毫米。
六、熱熔鉆頭可以用在鍍鋅材料嗎?
僅在某些情況下可以。因為鋅和鋼具有不同的熔點,這對孔和凸臺的成型質量有顯著影響。
根據鍍鋅的厚度,若厚度介于3—5微毫之間,可以用熱熔鉆鉆頭。
如果鍍鋅層厚且不均勻,建議先去除鍍層再用熱熔鉆鉆孔。
七、熱熔鉆可以加工平型鉆孔嗎?
可以。 工件表面的突臺是在鉆孔過程中,將向上延展的加工點位材料重新塑形而成,有這個凸臺可以作為螺母墊圈,加工出口的孔長度也相應更長,一般加工圓管時熱鉆推薦采用標準型熱熔鉆(即圓口熱熔鉆頭)。圓管因為有弧度表面還會有殘留,還需要用其他機械加工方式打磨。對于方管和平板,平口型熱熔鉆頭能將此突臺切除,形成光滑的平面。熱熔鉆頭
八、熱熔鉆可以加工盲孔嗎?
不可以。熱熔鉆頭需要在鉆孔底部有一定的空間以便形成襯套,推薦用于通孔加工。
九、凸臺和襯套是如何形成的?
均由加工點位的材料重新塑形而成,無需額外配件。
十、使用熱熔鉆和擠壓絲錐加工出螺紋的強度如何?
試驗證明,無論是抗拉強度,還是扭矩,強度均高于焊接螺母。
十一、可以用普通切削絲錐攻絲嗎?可以,但不建議。無屑擠壓熱熔成型鉆頭/熱鉆的特點是將加工點位的材料保留并重新塑型;而普通切削攻絲將會切除部分原材料。如一定要采用切削攻絲,我們建議先用長型或長/平型熱熔鉆頭鉆孔,然后再采用普通切削攻絲。
十二、材料的硬度會不會增高,提高加工難度?
取決于材料的碳含量。對于普通碳鋼,硬度不會增高;
不銹鋼硬度會增高10-15%,但若采用擠壓絲錐攻絲,加工不會受任何影響。
十三、熱量從何而來?
由摩擦產生,無需任何額外加熱裝置。
十四、最大材料厚度是多少?
取決于鉆孔的孔徑和鉆孔的表面要求。對于最大孔徑,材料厚度可達12毫米。具體可以參考:熱熔鉆最大穿透厚度表。
根據我們的經驗,熱熔鉆大多用于1-3mm的材料。

十五、在熱熔鉆孔過程中鉆頭頭部呈暗紅色?這危險嗎?
不。通常情況下,摩擦產生的高溫達到600度時,熱熔鉆頭頭部開始呈現暗紅色。如果顏色變成鮮紅色或者黃色,意味著鉆頭過熱!這將會降低鉆頭壽命和孔的成型質量。
十六、向內拉伸的襯套太長或者邊緣裂開。如何才能減少流向內的材料?
實現這一目標的最佳途徑是:在用熱熔鉆鉆孔之前,先鉆一個小的預制孔。預制孔可以減少向內流動的材料,縮短襯套拉伸的長度,并可以防止襯套邊緣開花裂開,減少毛刺。但同時也可能會減少形成的螺牙數量。
十七、熱熔鉆為什么會磨損?
在制造硬質合金熱熔鉆頭的過程中,鈷(Co)作為一種有效的結合劑,可以將硬質顆粒(如碳化鎢WC等)粘結到一起。但是,在切削加工中,由于刀具材料中的鈷熔點較低(約為1,495℃,而硬質合金的熔點為2,870℃),在高溫作用下會軟化,并出現月牙洼和產生磨粒磨損及塑性變形。